
AISI 4330V Large-Diameter Forged Bar For Oil and Gas Industry
AISI 4330V is a high-strength alloy steel, mainly used in the petroleum, natural gas and aerospace industries. This material is developed based on AISI 4330 steel by adding vanadium (V) element, which significantly improves hardenability and strength. It is widely applied in the manufacturing of key components under various high-stress and high-load conditions.
Description
AISI 4330V Large-Diamete Forged Bar
I. Introduction to AISI 4330V Forged Bars For Oil and Gas Industry
AISI 4330V is a high-strength alloy steel, mainly used in the petroleum, natural gas and aerospace industries. This material is developed based on AISI 4330 steel by adding vanadium (V) element, which significantly improves hardenability and strength. It is widely applied in the manufacturing of key components under various high-stress and high-load conditions.
II. Chemical Composition and Mechanical Properties of AISI 4330V Forged Bars For Oil and Gas Industry
1. Chemical Composition (Typical Values, %)
Key elements include:
Carbon (C): 0.28% – 0.33%
Silicon (Si): 0.15% – 0.35%
Manganese (Mn): 0.40% – 0.60%
Chromium (Cr): 0.80% – 1.10%
Molybdenum (Mo): 0.15% – 0.25%
Nickel (Ni): ≤0.40%
Phosphorus (P): ≤0.040%
Sulfur (S): ≤0.040%
Vanadium (V): 0.08% – 0.15%
Note: The carbon content within the standard range is stated as 0.20 – 0.30%. Each manufacturer can make minor adjustments according to their specific requirements.
2. Mechanical Properties
| Performance Metric | Typical Value |
| Tensile Strength (MPa) | ≥980 (Annealed/High-Temperature Tempered State);
≥1144 (Quenched & Tempered State) |
| Yield Strength (MPa) | ≥835 |
| Elongation (%) | ≥12 |
| Reduction of Area (%) | ≥55 |
| Impact Absorption Energy AK (J) | ≥78 |
| Brinell Hardness HBW | ≤269 (Annealed/High-Temperature Tempered State) |
| Rockwell Hardness HRc | 35–39 (Quenched + Tempered State) |
After quenching and tempering heat treatment, the tensile strength of AISI 4330V can reach over 1144 MPa, and the yield strength exceeds 1034 MPa. Its performance can meet the relevant industry standards such as API.
三.AISI 4130 forged bars are primarily classified into the following categories based on their shape:
| Shape Category | Shape Characteristics | Common Applications |
| Round Bar | Circular cross-section | Shafts, fasteners, drill tool components |
| Square Bar | Square cross-section | Various forging blanks, jigs and fixtures |
| Flat Bar/Rectangular Bar | Rectangular cross-section | Structural components, connectors |
| Hexagon Bar | Regular hexagonal cross-section | Fasteners, standard parts |
| Block / Module | Block or plate-like form | Large-scale molds, valve bodies, etc. |
四. What is the size range for AISI 4330V forged bars that your company can produce?
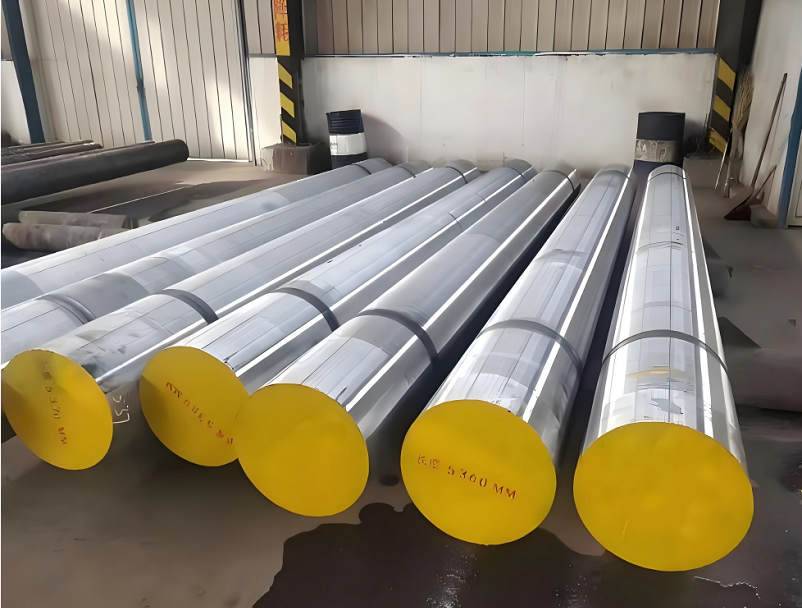
Utilizing large-scale forging equipment, our company can produce AISI 4330V forged bars within the following size ranges:
| Shape | Size Range | Length Range |
| Forged Round Bar | Φ25.4mm – Φ1200mm | 0.5 – 10 meters (custom lengths available) |
| Forged Square Bar | 80mm × 80mm – 1200mm × 1200mm | 3 – 10 meters (custom lengths available)
|
| Forged Flat Bar / Rectangular Bar | Customized according to client requirements | Negotiable |
Furthermore, we can produce forged products in various special shapes and specifications based on drawings provided by customer, —including forged shafts, sleeves, cylinders, valve bodies, etc.—with a maximum single-piece weight reaching up to 100 tons.
五. What are the main heat treatment methods for AISI 4330V forged bars For Oil and Gas Industry?
1. Normalizing
2. Quenching
3. Tempering
4. Quenching + Tempering
5. Annealing
六. Advantages of AISI 4330V Forged Bars For Oil and Gas Industry
AISI 4330V forged bars offer the following outstanding advantages:
1. High strength and excellent toughness
After quenching and tempering heat treatment, AISI 4330V has extremely high tensile strength (up to over 1144 MPa), and at the same time, with the strengthening effect of vanadium elements, it has excellent low-temperature impact performance and crack propagation resistance.
2. Excellent quenching and tempering properties
The addition of vanadium significantly improves the quenching and tempering properties of AISI 4330V, enabling it to still achieve uniform hardness and structure on large-diameter sections, and achieving a balance of high strength and high hardness within a larger size range.
3. Good welding properties
Due to the relatively low carbon content in AISI 4330V steel, it has better weldability compared to other similar grades such as AISI 4145, facilitating the subsequent assembly and welding of structural components.
4. Excellent fatigue strength and good machinability
In the heat-treated state, AISI 4330V exhibits good fatigue strength and toughness. In annealed, normalized, and tempered states, the processing effect is good, facilitating cutting processing and subsequent machining treatment.
5. Small quenching deformation and good dimensional stability
Compared to other steel grades, AISI 4330V has a smaller deformation during the heat treatment process, which is conducive to ensuring the dimensional accuracy of the final product.
6. Wide application adaptability
Suitable for key components in harsh environments such as deep-sea oil extraction equipment, large-diameter drill tools, valve bodies, and gate valves, with comprehensive advantages such as high reliability, long service life, and low maintenance costs.
七. As a semi-finished product, what are the specific applications of AISI 4330V forgings within the petroleum industry, or what final products can they be used to manufacture?
1. Drilling and Extraction Tools
Drill Collars: Used in oil drilling to apply weight on bit and transmit torque.
Heavy-Weight Drill Pipe: Used to increase the overall weight of the drill string assembly.
Kellys: Used to transmit rotational torque.
Drill String Valves: Including upper and lower kelly cocks (shut-off valves) for top-drive systems.
Stabilizers/Centralizers: Used to maintain the trajectory of the wellbore.
Hole Openers/Reamers: Used for wellbore enlargement operations.
Drill Bit Subs, Tool Jars, and Tool Baskets: Used in various drilling operations.
2. Well Control Equipment
Blowout Preventer (BOP) Housings: Used for wellhead safety control.
Plug Valves: Used for downhole pressure control, with working pressures reaching 10,000–15,000 psi.
Valve Boxes and Valve Bodies: Used in various hydraulic and mud control systems.
Wellhead Assemblies and Christmas Trees: Used for wellhead fluid control.
3. Fracturing and Pumping Equipment
Fracturing Pump Fluid Ends: Used in hydraulic fracturing operations.
Plunger Pump and Mud Pump Components: Used for the conveyance of drilling fluids and fracturing fluids.
4. Manifolds and Connectors
Manifold System Components: Used for the distribution and collection of high-pressure fluids.
Crossovers and Subs: Used to provide transitional connections between different drill string components.
八. What Are Our Production Advantages? (Covering aspects such as forging, heat treatment, machining equipment, lead times, and inspection processes)
Our company possesses comprehensive capabilities and advantages in the production of AISI 4330V forged bars, covering the entire manufacturing chain from raw materials to finished products:
- Advantage of Forging
By using large-scale forging hydraulic presses, a forging ratio of ≥ 4:1 can be achieved. This enables the thorough refinement of grains, densification of internal structure, and elimination of carbide segregation. It ensures that the forgings possess excellent isotropy. At the same time, it has the forging capabilities for various shapes such as round steel, square steel, flat steel, hexagonal steel, modules, and large shafts, which can meet the diverse needs of different customers.
- Advantage of Heat Treatment
We have advanced heat treatment furnaces equipped with computer-controlled heating systems and automatic temperature regulation devices. It supports various heat treatment processes such as normalizing, annealing, quenching, tempering, and quenching and tempering. The entire heat treatment process is controlled in a procedural manner to ensure that the process parameters of each furnace batch are precise and traceable. We can customize different mechanical performance grades according to customer requirements, meeting various standards such as API and ASTM.
- Machining Capacity
Our company has complete machining capabilities including turning, milling, planing, grinding, drilling, etc., and can provide various delivery surface conditions such as black skin, rough turning, fine turning, and polishing. At the same time, we can outsource corresponding processing equipment and centers according to customer processing requirements, achieving “one-stop” supporting services from raw materials to finished products.
- Inspection Process and Quality Control
We have established a complete quality inspection system covering the entire process:
Raw material entry inspection: verifying the quality certificate, confirming the material grade and identification, conducting spot checks on chemical composition spectroscopy, and inspecting surface quality
Process inspection: real-time monitoring of dimensions during forging and conducting self-inspection/re-inspection, making full records
Non-destructive Testing: each product undergoes ultrasonic flaw detection (UT) instrument testing, strictly eliminating internal defects such as white spots, cracks, and slag addition
Physical and Chemical Performance Testing: equipped with tensile strength testing machines, impact testing machines, Brinell/Rockwell hardness testers, and metallographic microscopes, capable of completing complete testing projects such as mechanical performance tests (yield, tensile, impact, etc.), metallographic inspection (grain size, non-metallic inclusions, microstructure), hardness testing, and chemical composition re-inspection
Finished products undergo a final inspection of their appearance and dimensional accuracy to ensure full compliance with customer drawing specifications. Throughout the entire process, a comprehensive tagging and data recording system is implemented to guarantee complete traceability for every batch of products.
- Delivery Cycle
We have established standardized production management processes. The normal delivery cycle for batch products is 30-40 days. Specific adjustments can be made according to order size and customer requirements. Ultrasonic testing can be completed within 2-3 working days, and urgent services can be shortened to within 24 hours. We will ensure timely supply to customers with flexible and efficient production scheduling.